Kumpulan-Kumpulan Materi Automasi Industri
Assalamualaikum Warohmatullahi Wabarokatuh
Perkenalkan Nama saya
Setya Ariefianta
Mahasiswa Teknik Elektro
Universitas Mercu Buana
Dosen Automasi Industri Universitas Mercu Buana
Akhmad Wahyu Dani, ST, MT
untuk lebih lengkapnya bisa langsung mengunjungi google scholar beliau karena sudah banyak Artikel yang beliau buat mengenai Teknik Elektro.
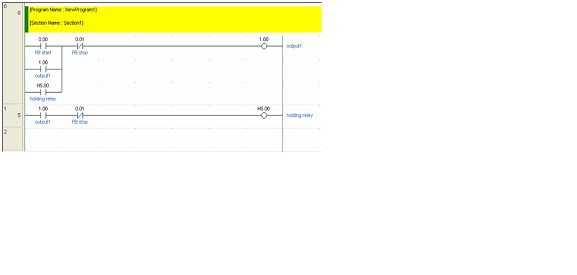
Instruksi Holding Relay









 Tabel Pengalamatan :
Tabel Pengalamatan :
Perkenalkan Nama saya
Setya Ariefianta
Mahasiswa Teknik Elektro
Universitas Mercu Buana
Dosen Automasi Industri Universitas Mercu Buana
Akhmad Wahyu Dani, ST, MT
untuk lebih lengkapnya bisa langsung mengunjungi google scholar beliau karena sudah banyak Artikel yang beliau buat mengenai Teknik Elektro.
1. Terdapat enam karakteristik dasar
otomasi industri, yaitu :
- Why : Meski beda dalam berbagai aplikasi, struktur/arsitektur sistem kontrol yang dibangun hampir sama satu sama lain. Alasan dasar mengapa harus memakai otomasi harus sangat kuat (disertai data pendukung), misal Pabrik A manual menghasilkan 1 juta unit per tahun – Pabrik B otomatis modern menghasilkan 10 juta unit per tahun
- Who : Otomasi dalam pembangkit listrik tidak dipakai dalam otomasi pabrik pengolahan makanan karena perbedaan mendasar, peraturan, tradisi dan hubungan dengan customer. Otomasi industri sangat melekat kepada siapa perancangnya, pola pikir, pengalaman, dan partner kerja
- What : Setiap perancangan otomasi industri dimulai dengan pemahaman terhadap berjalannya proses yang sudah ada. Pendefinisian kebutuhan otomasi industri tergantung pada obyek/produk yang akan dihasilkan (output), berikut dengan variasi dan kebutuhan proses utama berikut penunjangnya
- When : Perkembangan teknologi sangat terkait erat dengan otomasi industri. Teknologi semakin cepat berkembang dan cepat menjadi usang. Perancangan otomasi industri harus juga mempertimbangkan prediksi perkembangan teknologi – yang tidak cukup hanya dengan memakai/membeli peralatan terkini & tercanggi.
- Where : Otomasi juga perlu mempertimbangkan kondisi setempat. Secara sederhana, di negara berkembang mungkin teknologi 5 tahun lalu di negara maju masih dianggap baru/tidak ada tandingannya. Belum tentu juga, teknologi terbaru dari negara maju langsung dapat diadaptasi oleh kondisi lokal/setempat.
- How : Setiap perancangan otomasi industri harus didasarkan oleh tujuan menjawab Why dan bukan agar bisa mengadopsi/menerapkan teknologi terkini “latah teknologi” Otomasi dapat dilakukan dengan mengganti sebagian peralatan manual dengan peralatan otomatis, atau bahkan hanya dengan membeli sebuah peralatan untuk fungsi integrasi saja. Otomasi tidak selalu harus mengganti segalanya (at any instant time) pada suatu saat tertentu tetapi bisa dilakukan secara bertahap.
2. Input Output PLC (Relay, Timer, Counter)
Instruksi Holding Relay
Holding Relay adalah relay internal yang bisa di pakai untuk menahan system
yang sedang bekerja walau aliran supply power off, misalnya jika Sumber Power/
PLN mati, apabila di pasang holding Relay maka proses bisa tetap lanjut tidak
mulai dari awal lagi.
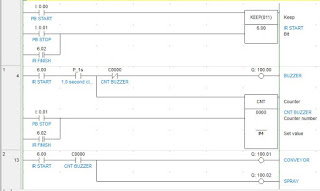
Instruksi
Timer (TIM) :
Pada
sebagian besar aplikasi kontrol terdapat peralatan untuk beberapa aspek kontrol
pewaktuan (timing). PLC mempunyai fasilitas pewaktuan untuk program yang dapat
digunakan. Metode umum dari pemrograman sebuah rangkaian timer adalah untuk
menentukan interval yang dihitung dari suatu kondisi atau keadaan
Cara kerja
dari instruksi Timer adalah, ketika Timer (TIM 0000) mendapatkan input selama
set value akan mengaktifkan contact-contactnya (T0000).
Catatan: dalam satu program alamat nomer Counter
dan Timer tidak boleh sama. Misal, jika alamat nomer counter 0000 maka alamat
Timer tidak boleh menggunakan alamat 0000. Set value timer adalah set x 10.
Sehingga misal set value yang diinginkan 10 detik maka penulisan set valuenya
adalah 10 detik x 10 = #100 
Cara kerja
instruksi counter adalah, Ketika counter (CNT 0000) Mendapat input sebanyak
dari set value maka akan mengaktifkan contact C0000 sehingga output (1.00) akan
aktif. Sedangkan untuk mereset counter bisa menggunakan input 0.01.
3.
Penjelasan 3 Starting Motor yaitu DOL Starter, Star Delta dan Soft Starter
DOL (Direct On Line)
Pada umumnya motor listrik tegangan rendah dengan kapasitas kecil <10kW
rangkaian dayanya di hubungkan secara DOL (Direct On Line). DOL adalah tipe
rangkaian motor listrik yang bisa langsung di hubungkan dari Fuse/MCB/ELCB
sebagai pengaman beban listrik dengan stop kontak listrik ataupun sakelar
sebagai pemutus tegangan kemudian di rangkai ke motor listrik. Saat
bertegangan/berenergi, terminal motor starter langsung terhubung on line (DOL)
ke catu daya.
Auto Star-Delta
Pada motor dengan kemampuan daya sedang sebaiknya
menggunakan rangkaian Auto Star-Delta. Rangkaian Auto Star-Delta adalah
rangkaian listrik reduced-voltage, dimana rangkaian star-delta menghubungkan
motor ke catu daya melalui perangkat pengurangan voltase dan meningkatkan
tegangan yang diterapkan secara bertahap atau dalam beberapa langkah. Pada
rangkaian Auto Star- Delta akan terdapat beberapa kombinasi rangkaian listrik
kontaktor, timer, sakelar, Fuse, MCB. Rangkaian Auto Star-Delta di gunakan pada
system listrik 3 phase.
Soft Starter
Prinsip dasar Soft Starter adalah mirip dengan
rangkaian Auto Star-Delta, yaitu mengurangi tegangan awal yang tinggi. Pada
rangkaian soft starter, motor listrik yang di kendalikan memiliki
kemampuan/daya sedang hingga tinggi. Umumnya Soft Starter di rangkai dari
gabungan antara DOL dan Star-Delta.
4. Simulasi
Bel Kuis menggunakan CX Programer dan CX Designer
Ladder :


Tabel Pengalamatan :
INPUT DEVICES
|
OUTPUT DEVICES
|
||
BEL 1
|
0.01
|
BUZZER 1
|
100.01
|
BEL 2
|
0.02
|
BUZZER 2
|
100.02
|
BEL 3
|
0.03
|
BUZZER 3
|
100.03
|
OTHER DEVICE
|
|||
KEEP 1
|
6.01
|
||
KEEP 2
|
6.02
|
||
KEEP 3
|
6.03
|
||
TIMER
|
T0000
|
||
CLOCK PULSE
|
P_1s
|
||
CLOCK PULSE
|
P_0_02s
|
||
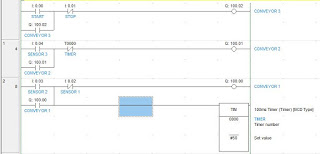
5.
Simulasi Lampu Berjalan menggunakan CX Programer dan CX Designer
Ladder :




INPUT
DEVICES
|
OUTPUT
DEVICES
|
||
START
|
0.00
|
CONTACTOR
|
6.00
|
STOP
|
0.01
|
L#1 (Lampu 1)
|
100.00
|
L#2 (Lampu 2)
|
|||
L#3 (Lampu 3)
|
100.02
|
||
L#4 (Lampu 4)
|
100.03
|
||
L#5 (Lampu 5)
|
100.04
|
||
L#6 (Lampu 6)
|
100.05
|
||
L#7 (Lampu 7)
|
100.06
|
||
L#8 (Lampu 8)
|
100.07
|
||
OTHER
DEVICES
|
|||
T#1 (TIMER 1)
|
T0001
|
||
T#2 (TIMER 2)
|
T0002
|
||
T#3 (TIMER 3)
|
T0003
|
||
T#4 (TIMER 4)
|
T0004
|
||
T#5 (TIMER 5)
|
T0005
|
||
T#6 (TIMER 6)
|
T0006
|
||
T#7 (TIMER 7)
|
T0007
|
||
T#8 (TIMER 8)
|
T0008
|
||
Komentar
Posting Komentar